मेटल सांचों में ढालना
डाई कास्टिंग प्रक्रिया में दरवाजे के हार्डवेयर भागों के विभिन्न जटिल आकार बनाने के लिए उच्च दबाव के तहत पिघली हुई धातु को एक सांचे में दबाया जाता है। धातु को ठंडा होने और जमने से रोकने के लिए इस प्रक्रिया को बहुत कम समय में पूरा करना होगा। तरल धातु को सांचे में डालने के बाद, इसे ठंडा और ठोस बनाने की आवश्यकता होती है। शीतलन प्रक्रिया आमतौर पर भाग के आकार और आकार के आधार पर कुछ सेकंड से लेकर कुछ मिनट के भीतर पूरी हो जाती है। ठंडा होने के बाद, भाग को सांचे से हटा दिया जाएगा और बाद में संसाधित किया जाएगा।

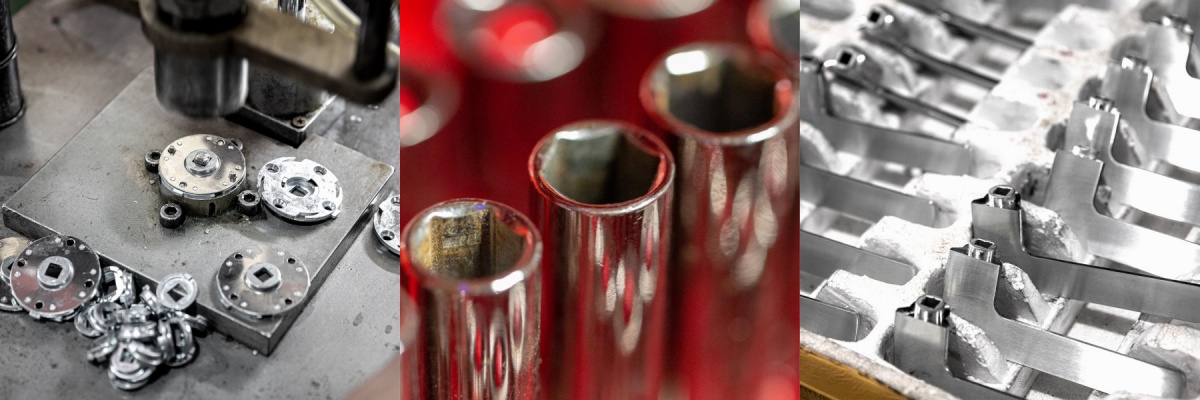
मशीनिंग
हटाए गए रिक्त स्थान और डाई कास्टिंग को आमतौर पर कुछ पोस्ट-प्रोसेसिंग प्रक्रियाओं की आवश्यकता होती है, जैसे डिबरिंग, सतह उपचार, मशीनिंग (ड्रिलिंग, टैपिंग), आदि। ये प्रक्रियाएं डिजाइन आवश्यकताओं को पूरा करने के लिए भागों की सतह की गुणवत्ता और आयामी सटीकता में सुधार कर सकती हैं।
सीएनसी (कंप्यूटर संख्यात्मक नियंत्रण)
सीएनसी प्रक्रिया मशीन टूल्स की गति और संचालन को नियंत्रित करने के लिए कंप्यूटर प्रोग्राम का उपयोग करती है, और दरवाजे के हार्डवेयर भागों के लिए विभिन्न कटिंग, मिलिंग, टर्निंग, ड्रिलिंग और अन्य प्रसंस्करण कार्यों को कुशलतापूर्वक और सटीक रूप से पूरा कर सकती है।
सीएनसी मशीन टूल्स मानवीय हस्तक्षेप के बिना लगातार चल सकते हैं, जिससे उत्पादन क्षमता में काफी सुधार होता है। जटिल भागों का प्रसंस्करण समय काफी कम हो गया है, और उत्पादन चक्र काफी कम हो गया है।
प्रोग्राम और टूल्स को बदलकर, सीएनसी मशीन टूल्स विभिन्न भागों की प्रसंस्करण आवश्यकताओं को जल्दी से अनुकूलित कर सकते हैं। यह लचीलापन सीएनसी प्रक्रिया को छोटे-बैच, ग्राहक-अनुकूलित उत्पादन मॉडल के लिए उपयुक्त बनाता है।

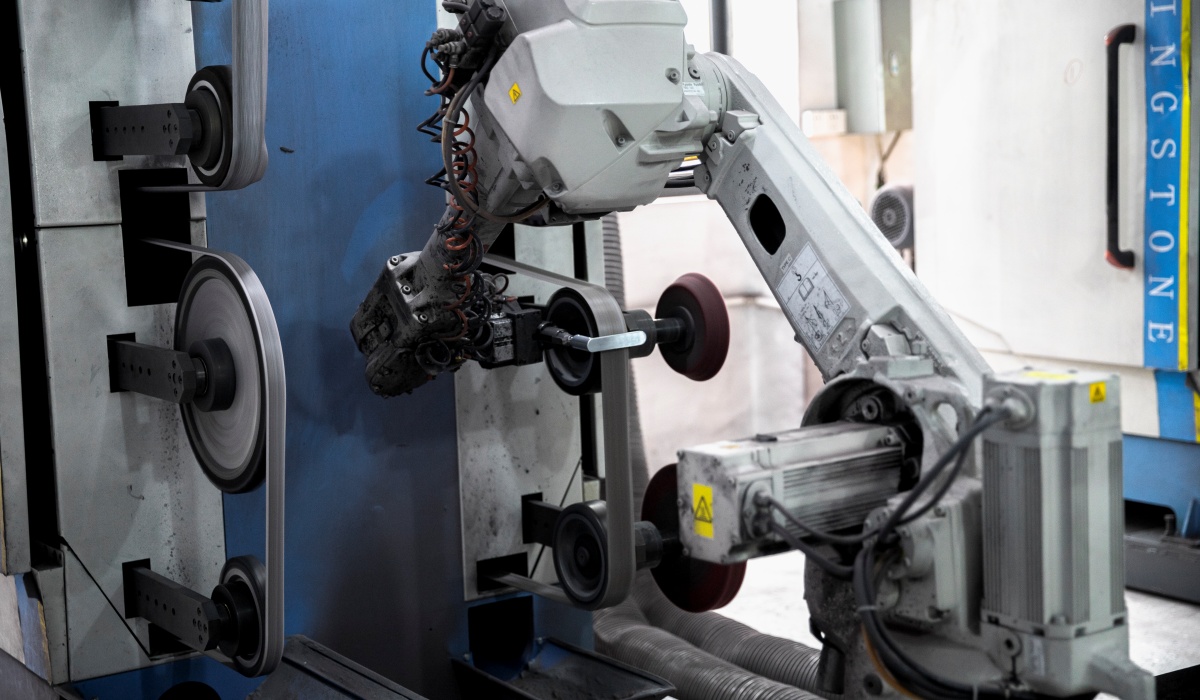
चमकाने
पॉलिश करना हमेशा महत्वपूर्ण होता है। लगभग 15 अनुभवी कर्मचारियों के साथ हमारा अपना पॉलिशिंग प्लांट है। सबसे पहले, हम "फ्लैश" और "गेट मार्क्स" को चमकाने के लिए खुरदुरे (बड़े अपघर्षक दाने) अपघर्षक बेल्ट का उपयोग करते हैं। दूसरे, हम आकृतियों को चमकाने के लिए महीन (छोटे अपघर्षक कण) अपघर्षक बेल्ट का उपयोग करते हैं। अंत में हम चमकदार सतह को चमकाने के लिए कॉटन व्हील का उपयोग करते हैं। इस तरह, इलेक्ट्रोप्लेटिंग में हवा के बुलबुले और तरंगें नहीं होंगी।

भूतल उपचार प्रक्रिया: इलेक्ट्रोप्लेटिंग/स्प्रे पेंट/एनोडाइजेशन
हार्डवेयर उत्पाद की सतह पर मौजूद अशुद्धियों के उपचार के बाद, रंग जोड़ने का समय आता है। इस प्रक्रिया को "इलेक्ट्रोप्लेटिंग" कहा जाता है और जो उत्पाद इस प्रक्रिया से गुजरता है उसे इलेक्ट्रोप्लेटेड भाग कहा जाता है।
विधानसभा
हैंडल और बेस का संयोजन: हैंडल वाले हिस्से और बेस को स्क्रू या बकल के साथ मिलाएं, और सुनिश्चित करें कि प्रत्येक हिस्से के बीच का कनेक्शन मजबूत है और ढीला नहीं है।
कार्यात्मक परीक्षण: असेंबली के बाद, यह सुनिश्चित करने के लिए दरवाज़े के हैंडल पर एक कार्यात्मक परीक्षण करें कि रोटेशन, स्विच और अन्य संचालन सुचारू हैं और कोई जाम नहीं है।
